 Home /
Home / Powder Mixer Drive Guide: Gearbox, Gear Motor & Gear Reducer Selection
Thermal Management In Twin Shaft Paddle Mixer Gearboxes: A 2026 Approach
May 21, 2026
Double Shaft Mixer: Compact Gearbox Design For 2026 Energy Standards
May 20, 2026

Custom Speed Reducer | High Torque Industrial Gearbox Solutions
May 19, 2026

Precision Planetary Reducer | Low Backlash Gearbox for CNC & Robotics
May 19, 2026
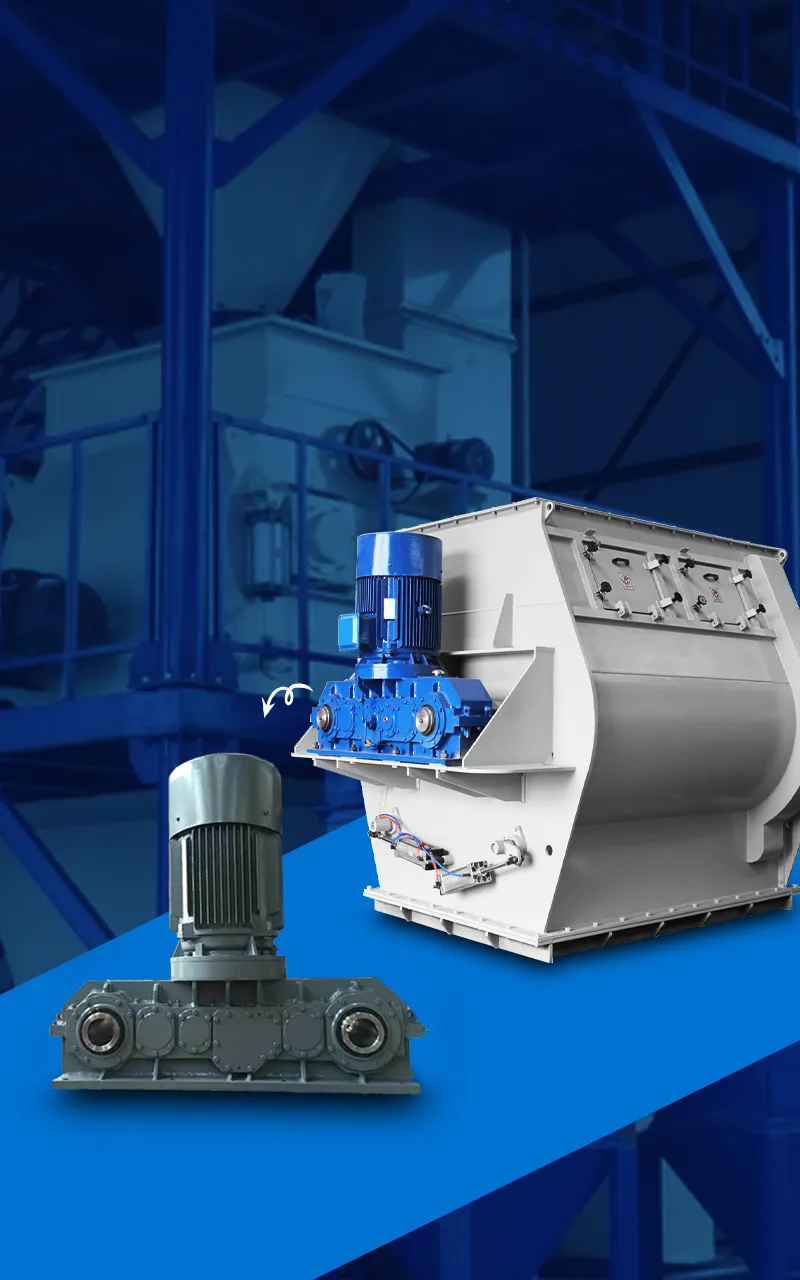
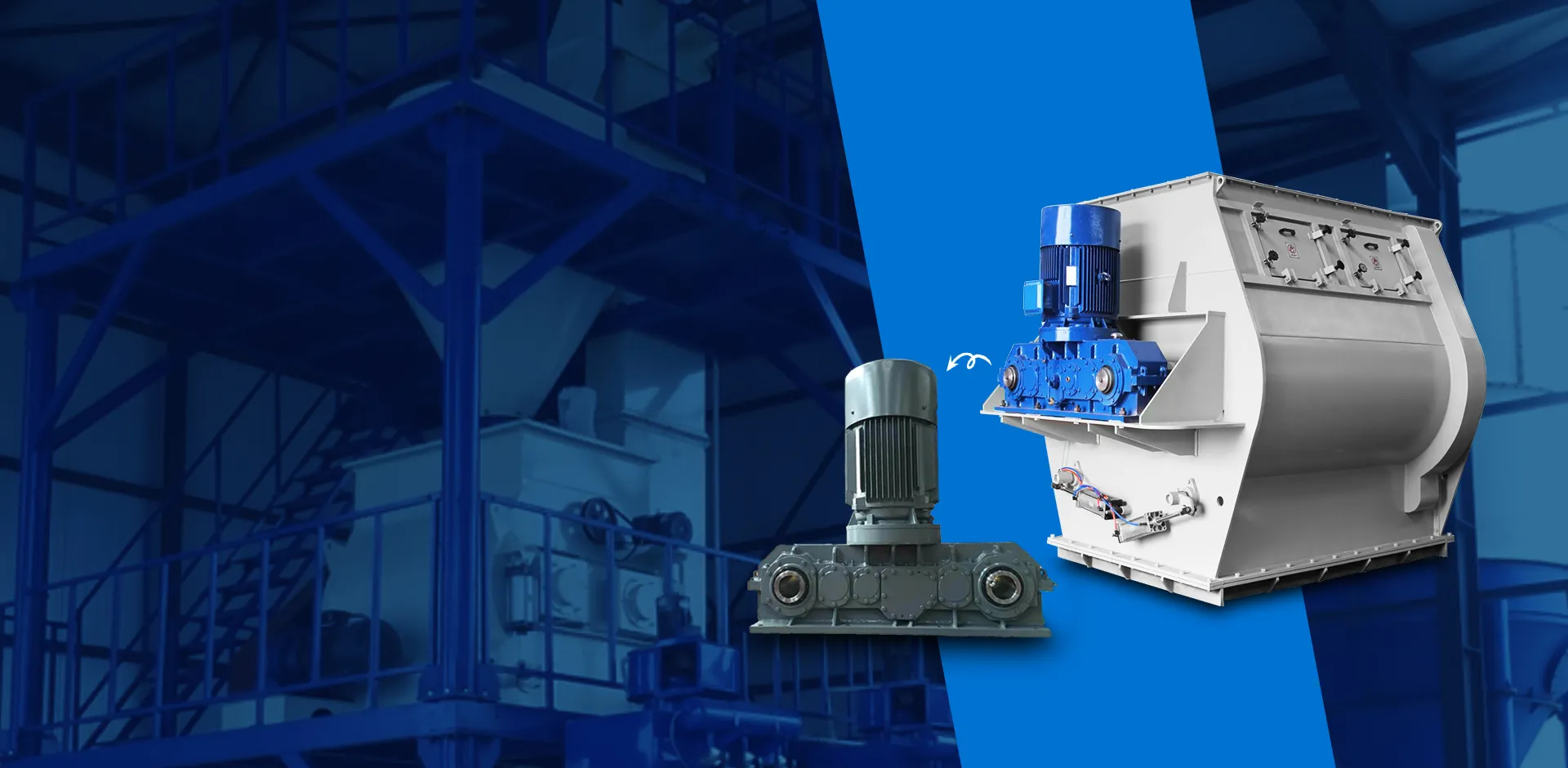
The operation of a Powder Mixer brings a unique set of challenges due to the nature of the mixing method, the material, and the size of the batch. The choice of a standalone gearbox, an integrated gear motor, or a heavy-duty gear reducer as a transmission component impacts the cost of operation, the maintenance intervals, and the quality of the final product.
To meet the various needs of different Powder Mixer applications, Shanghai Mingye Machinery Co., Ltd., uses modular engineering and application-specific design. Below are the various Powder Mixer configurations for the right drive solutions in 2026 and the years beyond.

1. Low-Speed, High-Viscosity Mixing- Helical Gear Reducers
In this mixing application, drives that operate at lower speeds are required because of higher drag torque and longer mixing times.
•Core requirement: The drive must have the capability of retaining its output torque for extended periods of mixing without succumbing to failure due to overheating.
•Recommended solution: Use of helical gear reducers which have arrangements of parallel shafts.
•Why it fits: This design allows multiple teeth to pick up the load, thus, lowering the load for each individual tooth.
•Mingye's 2026 design improvement: Hardened tooth surfaces (HRC58-62) and refined designs for the housings to enhance heat transfer mitigate the impact of thermal degradation.
•Efficiency range: 94% to 98% due to minimal energy waste for long periods of time.
This design serves horizontal Powder Mixer units, and ribbon blenders, that process materials with high-bulk densities.
2. Frequent Start-Stop and Positioning: Worm Gear Motors
The mixer should stop at precise intervals, as in the addition of ingredients into the mix and for the collection of samples. In some instances, the mixer is required to remain in a positioned state during loss of power.
•Core requirement: The drive must avoid back-driving when the energizing power is off.
•Recommended solution: Worm gear motors with self-locking features.
•Reason for fit: The worm-on-wheel configuration automatically blocks reverse rotation. This often means that external brakes are not required.
•Application example: Tiltable Powder Mixer drums or vertical agitators where the weight of the material could otherwise rotate the shaft backward.
•Important note: Self-locking efficiency decreases at higher reduction ratios; Mingye provides detailed selection charts to match the locking characteristic with actual load conditions.
Where positioning accuracy matters more than raw speed, worm gear motors offer a compact, cost-effective transmission layer.
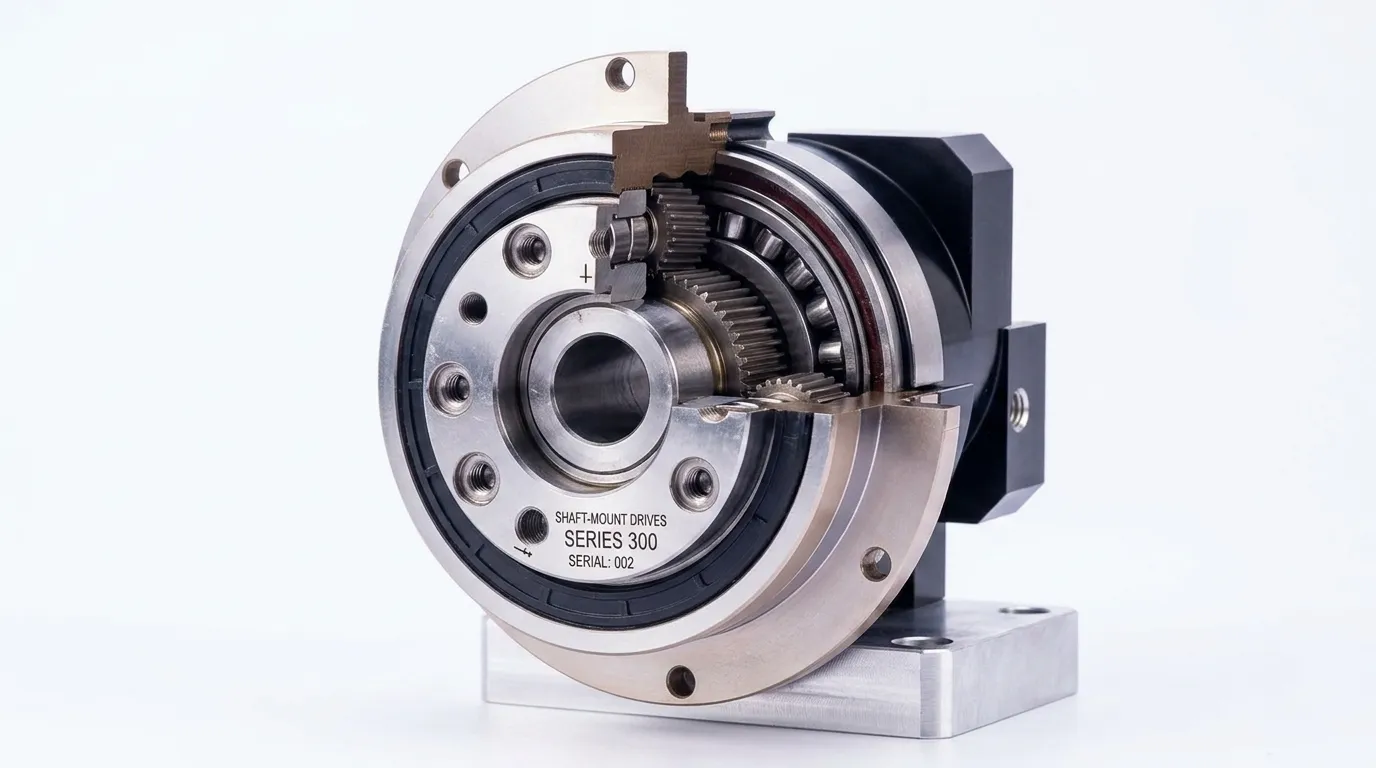
3. Compact Installations With High Torque Density - Planetary Gearboxes
Modern production facilities limit the amount of floor space allocated to mixing stations. A powder mixer that is part of a multi-step process requires a drive that has high output torque but does not increase the footprint.
•Core requirement: Compact mechanisms with high power density.
•Recommended solution: Gear reducers of the planetary type.
•Why it fits: The sun-and-planet gear arrangement distributes torque in multiple paths and achieves a high reduction ratio in a coaxial, space-saving housing.
•Mingye's modular advantage: Around 40,000 combinations of transmission ratios allow a precise match to the speed requirements of an agitator without unnecessarily sizing the unit.
•Typical application: High-speed powder mixing where the mixer shares a common frame with conveying or filling machinery.
Planetary designs also exhibit low backlash, an advantage for speed consistency where blend uniformity is essential.
4. Right-Angle Power Transmission for Vertical Mixers - Bevel Gear Drives
Some designs of powder mixers, especially portable ribbon blenders or vertical cone mixers, require the motor to be mounted vertical to the agitator shaft to provide an overall cleaner design and easier access to the agitator.
•Core requirement: 90-degree change in direction with the minimum loss of efficiency.
•Recommended solution: Spiral bevel gear sets.
•Why it fits: Conical gear teeth change direction of power transmission and are capable of axial as well as radial loading.
•Mingye's engineering focus: Batch mixing cycles generate reversing loads, but our precision-ground spiral bevel gear drives are perfect for silent, ultra-long life cycles.
•Efficiency range: 92-96%
This configuration is standard in all mobile Powder Mixer units and on-site applications where top-mounted motors are not possible.
5. Dusty or Sanitary Environments: Sealed Gear Motors
The dust created from the processing of powders and the mixing of food-grade products require drives that can withstand washing.
The core requirement is that drives need to be dust and moisture ingress protected.
Recommended solution: Integrated gear motors with better sealing systems.
•Why it fits: A single housing design completely avoids a contaminant entry point, since there is no exposed input shaft coupling between the motor and the gearbox.
•Mingye's 2026 feature: FKM oil seals combined with labyrinth rings balance thermal buildup during prolonged runs and maintain the integrity of our drives during processing.
•Protection level: Up to IP65, allowing direct washdown with no additional enclosures.
Sealed gear motors prevent unplanned downtimes from seal failure in food, pharmaceutical, and chemical powder mixing systems.
6. Heavy-Duty Continuous Mixing: Industrial Gear Reducers With Thermal Control
In construction and mineral processing, big systems can be operated for multiple shifts. In these cases, it's the heat build-up that becomes the limiting factor instead of torque capacity.
•Essential requirement: the ability to remove the heat generated at the same or greater rate.
•Proposed solution: Industrial helical or bevel-helical gear reducers with additional cooling.
•Why it fits: Larger housing surface area and optional cooling fans, water-cooling coils, or external heat exchangers maintain lubricant viscosity within safe limits .
•Mingye's application engineering: Each heavy-duty configuration includes thermal rating verification based on ambient temperature, duty cycle, and mounting orientation.
•Consequence of ignoring thermal limits: Oil degradation, seal failure, and eventual gear tooth fracture .
This category applies to twin-shaft paddle mixers and continuous Powder Mixer lines where production stops only for scheduled maintenance.
How Mingye Aligns With 2026 Design and Procurement Trends
The industrial transmission market is changing toward efficiency, modularity, and data-readiness, and Mingye is manufacturing accordingly:
•CNC Precision Manufacturing: KPM vertical machining centers allow gear profiles to meet the international DIN standards which decrease noise and vibration in sensitive mixing environments.
•Modular Inventory Strategy: By using standardized, serialized models that can be configured quickly, Mingye reduce lead times for both OEMs and replacement buyers.
•Sustainability Alignment: Powder Mixer operators are able to reduce consumption of energy and meet more stringent environmental regulations as the products are compatible with the IE3 and IE4 efficient motors.
•Global Compliance: By participating in gear industry's technical exchanges, Mingye is able to ensure that its designs are up to the most current safety and performance standards as requested by foreign buyers.
Conclusion
For each specific scenario, factors such as load type, duty cycle, available installation space, and working environment must be taken into consideration when selecting the correct drive system for a Powder Mixer. There is no one-size-fits-all solution. Instead, a complete a solution is identified by combining the gearboxes, gear motors, and gear reducers that are the best fit for each specific application.
Mingye's modular engineering, CNC manufacturing standards, and application-specific design support enable buyers to move beyond generic replacements. For 2026 and beyond, the reliable Powder Mixer drive is one that addresses thermal performance, contaminant resistance, and energy efficiency as integrated requirements, not afterthoughts.
Explore Mingye's drive solutions for powder mixing applications.
FAQ
Q: What indicators show me the required gearbox size for my Powder Mixer?
A: The design of your agitator and the weight of your batch determine the output torque requirement. Mingye's engineers offer free sizing confirmation based on your Powder Mixer design.
Q: Can I change the gear motor without changing the mounting interface?
A: Yes. Mingye's gear motors retrofit well, in the majority of the Asian and European standards, making your job easier.
Q: What is the expected maintenance schedule for a Powder Mixer gear reducer?
A: After every 500 hours, an oil change should be performed. After, oil changes can happen at 2,500 hours or annually. Sealed units may have longer intervals depending on the exposed duty cycles and dust.
Q: Can Mingye Drives with IE3 and IE4 efficient motors be used?
A: Yes. Every one of Mingye's gear reducers and gearboxes has space for a standard IEC flange and allows for design modifications to accommodate energy efficient motors.
Share on Social:
Contact Us
In This Article
Thermal Management In Twin Shaft Paddle Mixer Gearboxes: A 2026 Approach
May 21, 2026
Double Shaft Mixer: Compact Gearbox Design For 2026 Energy Standards
May 20, 2026
Custom Speed Reducer | High Torque Industrial Gearbox Solutions
May 19, 2026
Precision Planetary Reducer | Low Backlash Gearbox for CNC & Robotics
May 19, 2026