 Home /
Home / Motorized Conveyor Roller | Advanced Industrial Automation System
Thermal Management In Twin Shaft Paddle Mixer Gearboxes: A 2026 Approach
May 21, 2026
Double Shaft Mixer: Compact Gearbox Design For 2026 Energy Standards
May 20, 2026

Custom Speed Reducer | High Torque Industrial Gearbox Solutions
May 19, 2026

Precision Planetary Reducer | Low Backlash Gearbox for CNC & Robotics
May 19, 2026
What is a Motorized Conveyor Roller System?
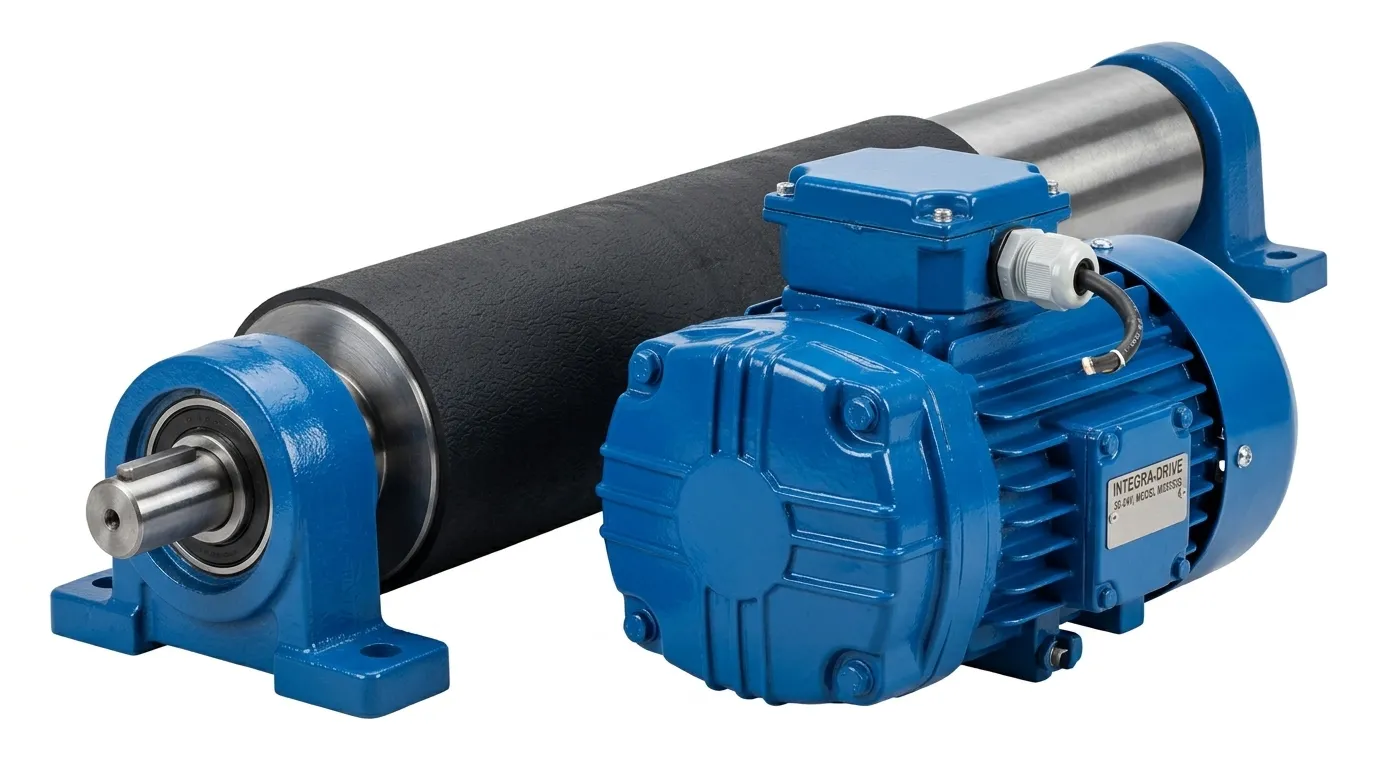
The principle of a conveyor roller with a motor is a self-propelled machine, which does not rely on any central drive shafts or external large motors. It is possible to move the individual rollers and/or synchronously link them to form a decentralized conveyor system.
Also known as a driven conveyor roller system, where each conveyor roller is individually controlled for speed, torque, and direction. Some of the basic rules of structures are:
- Motorized drive roller unit is built into the machine.
- Low-voltage power supply module
- Control Electronics (PLC/Sensor Based)
- A gearless system or a combination of gears and a gearless system.
- Smart communication interface
This combination can be integrated to create a very versatile intelligent conveyor transport system, versatile for all industrial applications.
Advancements and Applications of Powered Roller Conveyor Technology in Modern Industry
Powered roller conveyor technology has evolved and advanced to transform traditional production lines into fully automatic systems. All of the rollers are individually powered.
This structure supports:
• Distributed load handling
• Smooth product accumulation
• Zero-pressure movement systems
• Energy-efficient operation
This system is preferred by industries as it helps to minimize mechanical stress and maximize uptime. The stable performance is guaranteed by the electric-driven roller system, even with heavy loads.
Foundational Engineering Design and Core Operational Principles
An Engineering Design and Core Working Principle course is a course in which students learn to apply engineering principles to design a solution to a problem. The motorized conveyor roller is based on a simple yet powerful engineering principle. The motor is mounted on the body of the roller, and it frictionally or gearlessly drives the outer shell directly.
Key working stages:
- A low-voltage power system is used to supply power to the system.
- Rotates on an internal motor.
- The torque is applied to the roller shell.
- The surface of the conveyor is easy to transfer the material.
In many advanced models of conveyor rollers, this design does not use the gear to drive the roller and is known as a "gearless drive system.
Industrial Use of Automation of Conveyors, Via PLC Control
Automation is no longer an option in today's Industry 4.0 material handling solution. It is essential. The motorized conveyor roller fits in perfectly with smart factories.
It supports:
- Logistics conveyor systems are automated.
- Warehouse conveyor automation for smart warehouses
- CD distribution systems - conveyors
- An optimal manufacturing conveyor system.
Motorized Conveyor Roller Systems Offer Several Advantages
The welding rotator gearbox motorized roller conveyor system has become popular owing to its high industrial characteristics.
Key Benefits:
• Reduced energy consumption
• Low maintenance requirements
• High operational reliability
• Modular installation flexibility
• Improved safety standards
• Enhanced production speed
This is because such advantages make it appropriate for today's state-of-the-art automated conditions, such as an e-commerce fulfillment center or industrial factory.
The Use of Technology in Different Sectors
Not restricted to one sector of the conveyor having the motor. Flexible and can be applied in various industries.
Industrial Use Cases:
- Sorting and packing solutions for e-commerce applications.
- Medical packaging machinery
Food processing and packaging plants
• Pharmaceutical product handling
• Electronic tagging and tracking of passengers and employees
• Warehouse sorting networks
The system ensures that the movement of the products is consistent and under control in each application.
Motorized Conveyor Roller Vs Traditional Conveyor Systems
The traditional conveyors rely on a motor located in the middle of the conveyor and an intricate mechanism. A driven conveyor roller system, on the other hand, distributes power over multiple points.
Comparison:
The traditional system has drawbacks of high maintenance and centralized failure. The motorized system is modular and decentralized, and has a low time outage. This change has a lot of benefits for efficiency and eliminates many operational bottlenecks. In this area, the technical aspects of the performance were considered. The precision and adaptability of a motorized conveyor roller are the key attributes of its engineering capability.
Performance strengths include:
- Relatively economical and low in energy consumption (high efficiency)
- Toleration of variations in the load.
- Rapid reaction by the operation of the sensor.
- Conveyor Zone Sync – Multi Zone
- Such characteristics make them ideal for use in complex automation systems.
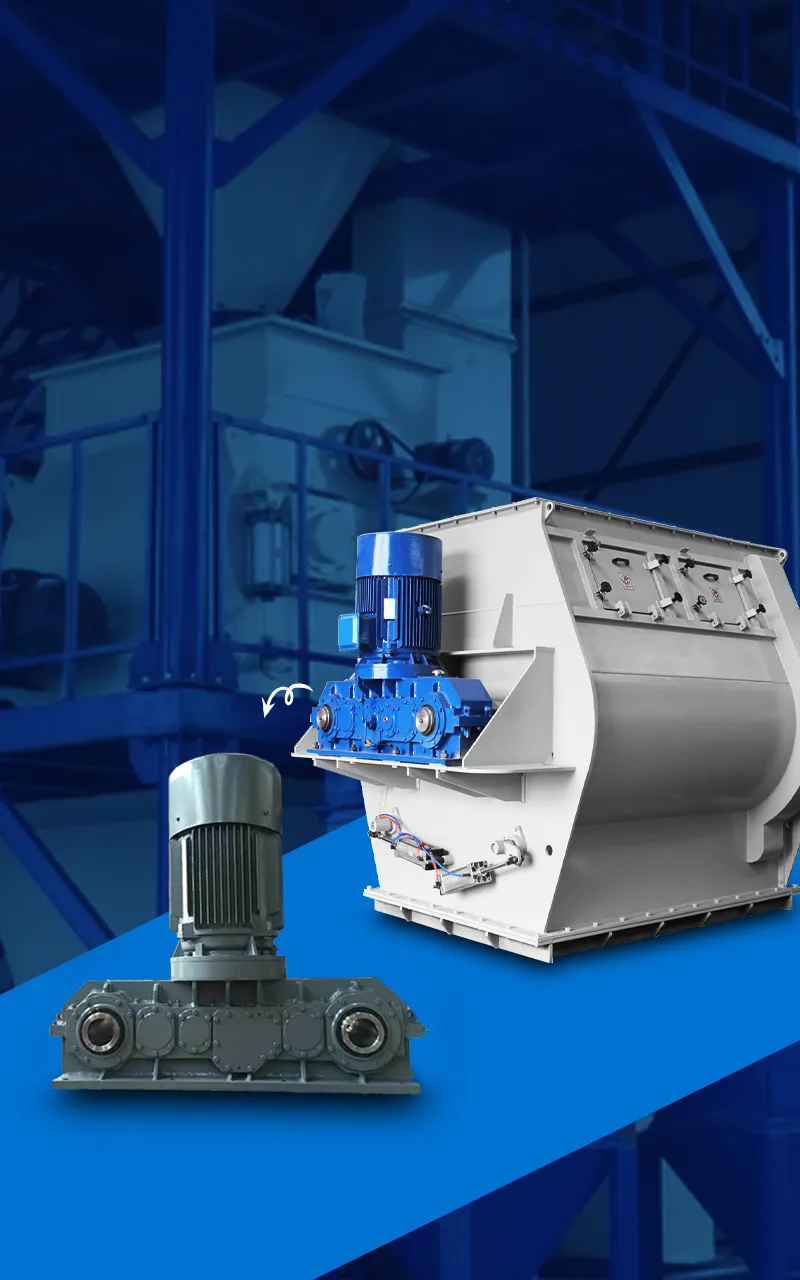
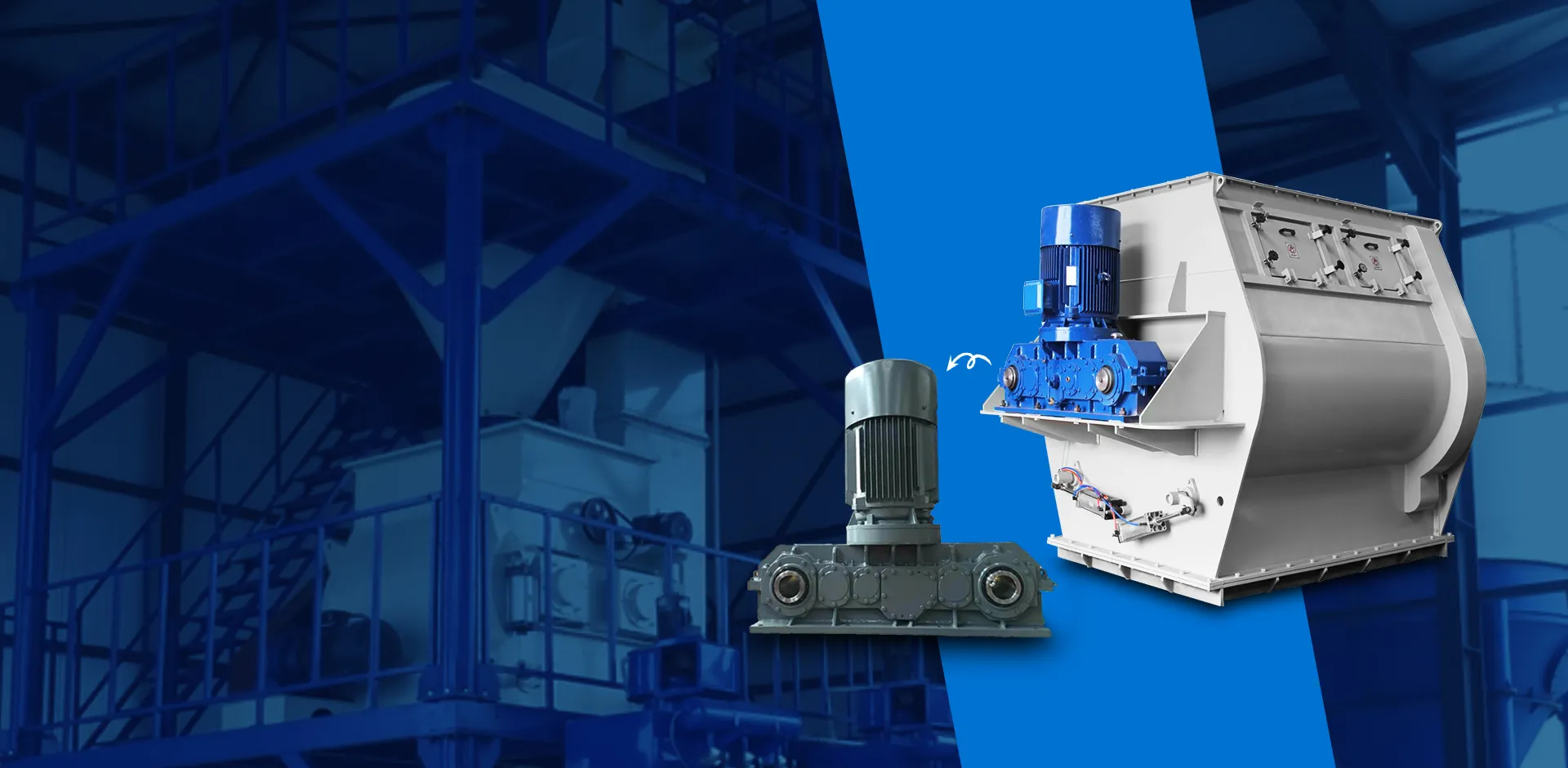
- The product is compatible with Gearbox and Heavy-Duty Systems.
Gearboxes can also be integrated into conveyor systems for heavy industrial applications, where they can provide higher torque and work on more substantial loads.
Smart Conveyor Control & Automation Trends
In the modern automated material transport system, the smart control technology is a key part. The intelligent conveyor transport system is controlled by sensors and software logic.
Key trends include:
• AI-based load detection
• IoT-enabled conveyor monitoring
• Predictive maintenance systems
• Real-time speed adjustment
• Decentralized control architecture
These advancements help to boost efficiency and minimize downtime in large-scale operations.
Synergy and Sustainability: Aligning Planetary Health with Global Economic Stability
The electric conveyor roller has many advantages, one of which is its energy-saving capabilities. In contrast to regular motors, it does not require power unless it is used. Sustainability benefits:
• Reduced carbon footprint
• Lower electricity consumption
• Optimized energy distribution
• Longer operational lifespan
This makes it a perfect product for the eco-friendly manufacturing industry.
Innovative Breakthroughs in Motorized Conveyor Roller Technology
The trend of the future powered roller conveyor technology is towards complete automation and intelligent integration. Systems will be more intelligent, self-regulating, and petite. Expected advancements:
- Self-contained conveyor systems that do not require an additional power source.
- AI-driven production optimization
- Wireless-driven rolly systems.
- Advanced torque-controlled micro motors
The improvements will be considered benchmarks in industrial automation in the world.
Conclusion:
The motorized conveyor roller is not a mere mechanical part. The basics of contemporary Automation Systems. It can be used in various applications like smart warehouses, high-tech manufacturing lines, etc., and provides unparalleled efficiency, flexibility, and accuracy.
If you're looking to improve your industrial automation system with reliable motion solutions, look into the solutions offered by Mingye. It could be conveyor solutions or heavy-duty gearbox systems; it's all about performance and durability.
Share on Social:
Contact Us
In This Article
Thermal Management In Twin Shaft Paddle Mixer Gearboxes: A 2026 Approach
May 21, 2026
Double Shaft Mixer: Compact Gearbox Design For 2026 Energy Standards
May 20, 2026
Custom Speed Reducer | High Torque Industrial Gearbox Solutions
May 19, 2026
Precision Planetary Reducer | Low Backlash Gearbox for CNC & Robotics
May 19, 2026